
From Pumps to Trucks: Your Complete Guide to Industrial Vacuum Equipment
Your Guide to Industrial Vacuum Equipment
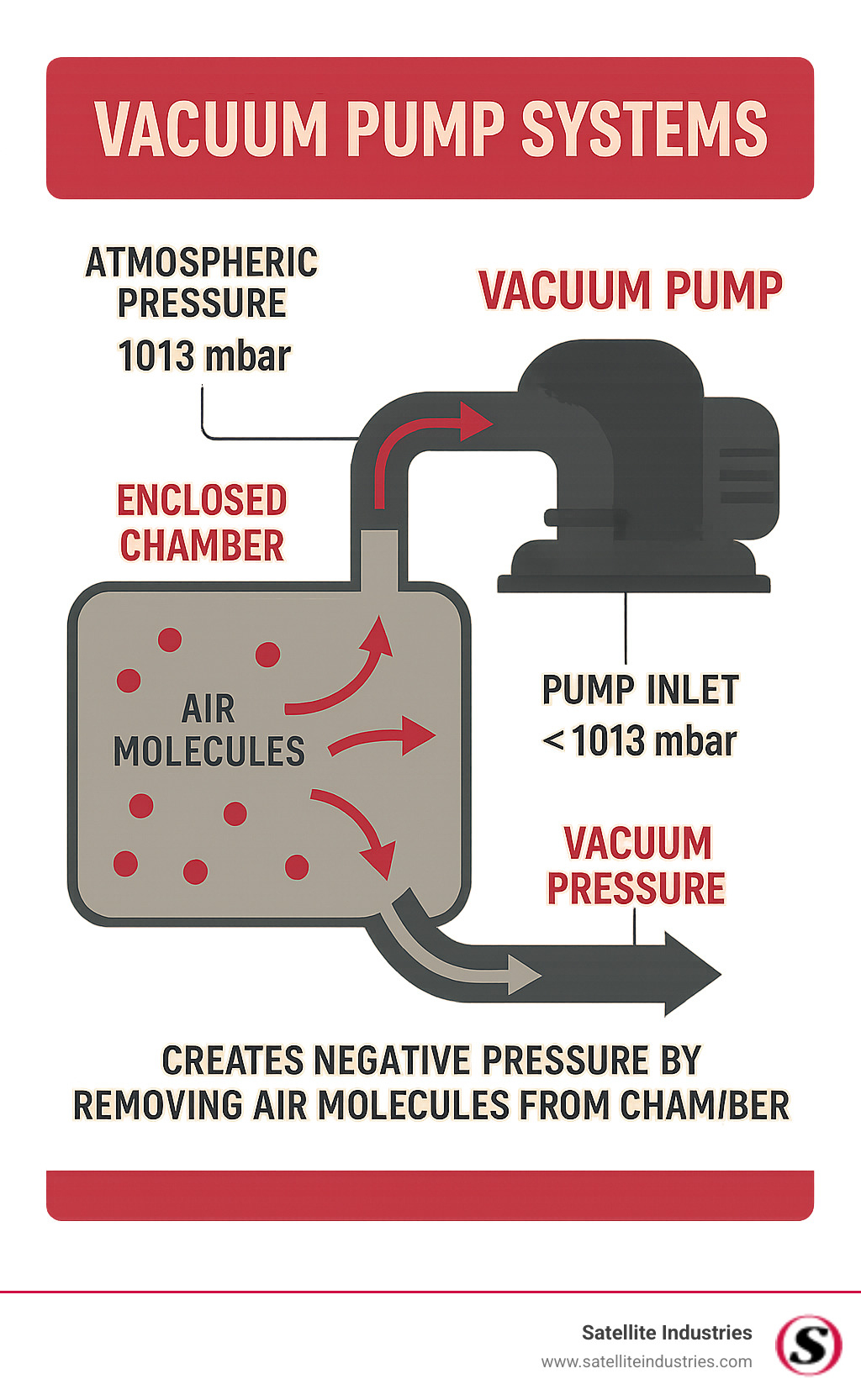
Vacuum pump systems create negative pressure by removing air and gases from enclosed spaces, enabling everything from septic tank cleaning to marine waste removal. Understanding the core technologies behind these systems is key to choosing equipment that maximizes uptime and profitability for your fleet.
Key vacuum pump technologies include:
- Liquid ring pumps – Use a liquid sealant, ideal for wet applications.
- Dry claw pumps – Oil-free operation with minimal maintenance.
- Rotary vane pumps – Available in oil-sealed or dry versions.
- Rotary lobe blowers – Boost pumping speed for high-volume jobs.
Primary applications:
- Septic and waste removal trucks
- Marine pumpout systems
- Hydro-excavation equipment
- Industrial process vacuum
- Medical vacuum systems
With over 26 years in manufacturing, I’ve seen how the right vacuum technology can transform an operation. This guide will help you understand the essential components and selection factors to ensure your equipment is a profit center, not a maintenance headache.
Exploring the Core Technologies and Applications of Vacuum Pump Systems
Understanding the core technologies behind vacuum pump systems is key to choosing the right tool for the job. The right choice can transform a struggling operation into a profitable one. This section explores the essential pump types, components, and selection factors to help you equip your fleet for success.
Choosing Your Industrial Vacuum Pump Systems: Key Technologies
Think of vacuum pumps as the heart of your operation. Different technologies are designed for specific needs. Here are the four main types you’ll encounter:
Liquid ring pumps are the workhorses of wet applications. A spinning impeller inside a cylinder uses water to create a moving seal. As it rotates, it creates compression chambers that draw in, compress, and discharge gas. These pumps handle wet gases, condensable vapors, and some liquid carryover, making them ideal for chemical plants and environmental cleanup.
Dry claw pumps operate without oil or water in the pumping chamber. Two claw-shaped rotors spin in opposite directions, trapping and moving air. Their main advantage is minimal maintenance—no oil changes, water costs, or contamination worries. They’re perfect for applications where cleanliness is critical.
Rotary vane pumps are incredibly popular and come in two versions. Oil-sealed versions use a rotor with sliding vanes sealed and lubricated by oil, making them quiet and reliable with a low upfront cost. Dry rotary vane pumps work similarly but without oil, offering contamination-free operation.
Rotary lobe blowers are speed demons, using two counter-rotating lobed rotors to move large volumes of gas quickly. They are often paired with other pumps to boost pumping speed for high-volume applications.
Here’s how dry and oil-sealed systems compare for your rental considerations:
FeatureDry Vacuum PumpsOil-Sealed Vacuum PumpsMaintenanceExtremely low – no oil changes neededRegular oil changes and vane replacementInitial CostGenerally higher upfront investmentLower initial purchase priceContaminationZero oil contamination riskPotential for oil backstreamingIdeal UseClean processes, medical, food applicationsGeneral industrial use, cost-effectiveEnergy UseOften more efficient, lower operating costsHigher operating costs over timeNoise LevelSlightly louder operationGenerally quieter running
The choice depends on your applications, environmental needs, and long-term operating costs. For rental fleets, lower maintenance often means higher availability and better profits.

Understanding these core technologies helps you match the right pump to each application. More info about our services can help you explore how these technologies apply to your specific needs.
Key Components and How They Work
A complete vacuum pump system is a team effort. Using a liquid ring pump system as an example, here’s how the key components work together.
The liquid ring vacuum pump is the center of the system. Its spinning impeller creates a liquid ring that forms seals, drawing gas into compression chambers and pushing it out.
Gas-liquid separators separate the compressed gas from the sealing liquid after discharge. This allows you to vent the gas and recirculate or dispose of the liquid, which is crucial for efficiency and environmental compliance.
Heat exchangers cool the sealing liquid. Compression generates heat, and the exchanger maintains consistent pump performance by preventing the liquid from overheating and vaporizing.
System integration and control panels bring everything together. Components are mounted on a common chassis with integrated piping for robust performance. Modern control panels are the brains, featuring fuseless designs and “Continuous On Demand” operation to save energy. They provide system status, manage pump switching in multi-pump systems, and handle safety features like short circuit and thermal overload protection.

Understanding how each component contributes helps you troubleshoot problems and appreciate why quality systems save money over time. Components like the vapor-liquid separator are critical for system integrity.
Critical Selection Factors for Vacuum Pump Systems
Choosing the right vacuum pump system is a smart investment that aligns with your business goals. Consider these factors beyond the initial price tag:
- Application Requirements: Match the flow rate and ultimate vacuum pressure to the job. Septic pumping requires high flow for speed, while lab applications need deeper vacuum levels.
- Lifecycle Costs: Look beyond the purchase price. Energy consumption is a major factor; modern variable speed systems can cut energy costs by 55% to 90%.
- Maintenance Requirements: Lower maintenance means higher availability. Dry claw pumps may run for years without major service, while oil-sealed pumps need regular oil changes. For rental fleets, this directly impacts revenue.
- Durability and Reliability: Industrial-grade pumps minimize breakdowns and ensure consistent performance. A strong warranty indicates the manufacturer’s confidence in their engineering.
- Environmental Impact: Oil-free and air-cooled systems reduce disposal costs, liability, and water usage.
- Noise Levels: Quiet operation is important for work in residential or medical settings.
- User-Friendliness: For rental fleets, equipment must be reliable and easy to operate for diverse users without extensive training.
Industries relying heavily on vacuum technology include chemical processing, food and beverage, medical facilities, marine operations, mining, plastics manufacturing, environmental services, and construction.
Maximizing Uptime: Maintenance and Troubleshooting
Maximizing uptime for your vacuum pump systems means performing routine maintenance and knowing how to troubleshoot common issues. Most problems are preventable.
Routine Maintenance:
- Vane Replacement: Worn vanes on rotary vane pumps reduce efficiency. Regular inspection and timely replacement are key.
- Oil Changes: Essential for oil-sealed pumps to ensure proper lubrication and sealing. Follow the manufacturer’s schedule.
- Filter Maintenance: Clean or replace inlet and exhaust filters regularly to prevent restricted airflow, component damage, and overheating.
- Leak Detection: Regularly check piping, fittings, and seals for leaks, which dramatically reduce performance.
Troubleshooting Common Issues:
- Low Suction: Check for leaks, clogged filters, incorrect oil/sealing liquid levels, or worn internal components.
- Pump Overheating: This often points to cooling system issues (heat exchanger, ventilation) or overloading.
- Cavitation: In liquid ring pumps, this sounds like gravel in the system. It’s caused by low inlet pressure or high liquid temperature. Ensure the pump operates within its specified range.
Preventative maintenance is essential for rental fleet profitability. It reduces breakdowns, extends equipment life, and keeps your customers satisfied. Keep spare parts like filters and vanes on hand for quick service.
Specialized Applications and Industry Impact
Vacuum pump systems power essential services across many industries, often working behind the scenes.
Marine pumpout systems keep waterways clean by removing sewage and bilge water from boats. Powerful, reliable systems are required for everything from small marinas to large naval vessels.

Medical vacuum systems are life-saving equipment that must meet strict NFPA99 standards for redundancy and reliability. Proper maintenance is critical to prevent clogs and ensure patient safety.
Hydro-excavation uses pressurized water and powerful vacuum to safely excavate soil around underground utilities. This non-destructive method minimizes damage and is invaluable in construction.
Septic service and waste removal directly depend on efficient vacuum systems. Faster, cleaner service drives customer satisfaction and allows crews to complete more jobs daily.
Driving Efficiency, Productivity, and Safety
Across all applications, modern vacuum pump systems deliver significant benefits. Centralized, on-demand systems can cut energy costs by 55% to 90%. Faster pump-down times and efficient material removal improve productivity. Finally, specialized applications like hydro-excavation improve safety by reducing the risk of accidents, such as striking underground utility lines.
Conclusion: Equipping Your Fleet for Success
We’ve explored the core technologies of vacuum pump systems, from liquid ring and dry claw pumps to rotary vane and rotary lobe blowers. The key to success isn’t just matching the pump to the application, but making a smart investment for your fleet’s profitability.
Choosing the right equipment comes down to factors that drive your bottom line: lifecycle costs, maintenance requirements, and energy consumption. A system with low maintenance and high energy efficiency is an investment in uptime, keeping your equipment in the field and earning revenue.
From keeping marinas clean to enabling safe hydro-excavation, these systems are essential. Your success depends on equipment that is both durable and easy to use, allowing your operators to focus on the job, not the machinery.
At Satellite Industries, our advanced engineering delivers vacuum pump systems built for the real-world demands of your fleet. For over 30 years, we’ve created solutions designed to perform reliably day after day.
Ready to equip your fleet with durable, user-friendly vacuum technology? We’re here to help you find the perfect vacuum pump systems for your needs.
Latest from the Satellite Industries Blog
Need Help {Finding the Right Sanitation Solution?}
Satellite Industries is the largest manufacturer of portable restrooms, restroom trailers, restroom trucks, septic trucks, slide-ins, unit haulers, vacuum technology, modular solutions, consumables and deodorizers.
.webp)
.webp)