
Vacuum Pump Deals: Get the Best for Your Septic Rig
Septic truck vacuum pump: Best Deals 2025!
The Heart of Your Septic Service Operation
A septic truck vacuum pump is the core component that creates negative air pressure to extract waste from septic tanks and transport it safely to disposal facilities. Here’s what you need to know:
Key Types:
- Rotary Vane Pumps – Use 2-8 spinning vanes, require constant lubrication
- Liquid Ring Pumps – Use liquid under centrifugal force for sealing
- Blower Pumps – Twin high-speed rotors for maximum CFM
Critical Specifications:
- CFM Rating – Ranges from 30 to over 500 cubic feet per minute
- Power Source – Hydraulic system via vehicle engine
- Protection Systems – Primary/secondary shutoffs, oil separators, relief valves
As any portable restroom operator knows, the vacuum pump is an essential tool when outfitting your service truck. The difference between a profitable day and costly downtime often comes down to having the right pump that can handle demanding applications while maintaining reliability.
Your customers depend on consistent, efficient service – and that starts with choosing vacuum pump technology that won’t let you down. Whether you’re servicing portable restrooms, septic tanks, or grease traps, the pump you select directly impacts your operational efficiency and bottom line.
I’m Michelle Amelse, Vice President of Marketing and Customer Success at Satellite Industries, with over 26 years of experience in the portable sanitation industry. Throughout my career, I’ve seen how the right septic truck vacuum pump can transform a business’s reliability and profitability.

A Guide to Choosing the Right Septic Truck Vacuum Pump
When you’re selecting a septic truck vacuum pump for your rental fleet, you’re making a decision that will ripple through every aspect of your business. Your customers count on reliable equipment that gets the job done efficiently, and that reliability starts with choosing the right pump technology.
This isn’t just about picking any pump off the shelf. The pump you choose affects how quickly your customers can complete jobs, how often they’ll need repairs, and ultimately, how satisfied they’ll be with your equipment. Let’s walk through what you need to know to make the best choice for your fleet.
Understanding the Different Types of Vacuum Pumps
The beauty of waste removal lies in a simple principle: create negative air pressure, and waste flows naturally into the tank. But different pump types achieve this in very different ways, each with its own personality and purpose.
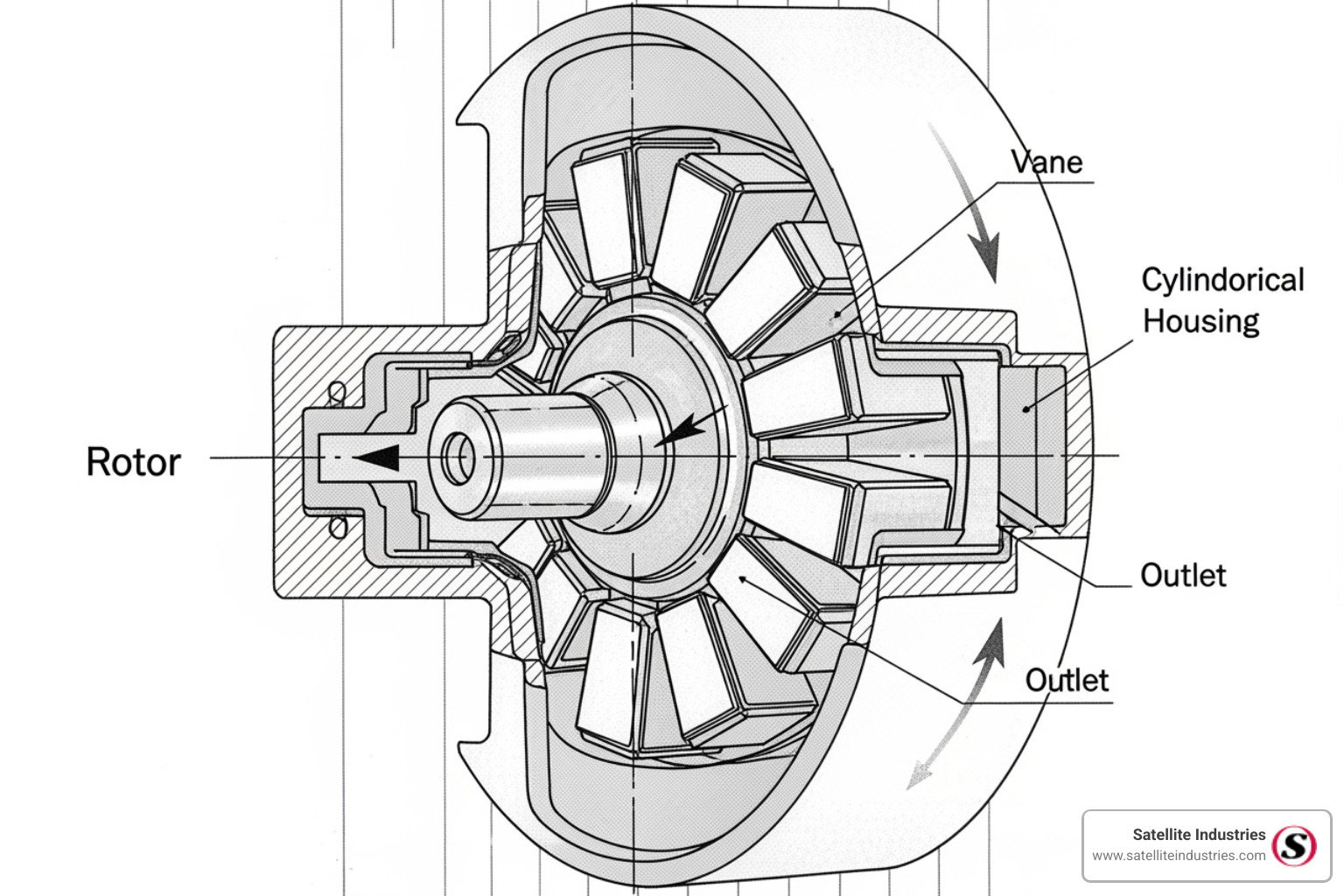
Rotary vane pumps are the workhorses of the septic truck world. Picture a rotor spinning inside a cylindrical housing, with sliding vanes that move in and out of slots like a mechanical heartbeat. As the rotor turns, these vanes create chambers that expand and contract, drawing air in and pushing it out to create that all-important vacuum.
These pumps need constant lubrication – think of it as their lifeblood. Oil flows from a reservoir through a regulated system, keeping everything cool, sealed, and moving smoothly. They’re built tough and create strong vacuum levels, but they do require attention to their oil needs and periodic vane replacement.
Liquid ring pumps take a completely different approach. Instead of sliding vanes, they use an impeller with blades spinning inside a casing. Here’s where it gets interesting: they introduce a sealing liquid (usually water) that centrifugal force flings against the casing walls, creating a moving liquid ring.
This liquid ring forms compression chambers between the impeller blades, drawing air in and compressing it out. The liquid does double duty – it seals the chambers and keeps everything cool while washing away debris. These pumps excel with wet gases and vapors, though they’re less common for standard septic work due to their need for continuous sealing liquid.
Blower pumps are the speed demons of the group. They use twin rotors that spin at high speeds, intermeshing perfectly without touching. Instead of creating deep vacuum, they’re all about moving massive volumes of air quickly – we’re talking CFM ratings that can exceed 500.
These pumps shine in hydro-excavation and other high-volume applications where rapid air movement matters more than ultimate vacuum depth. They don’t need lubrication in the working chamber, which simplifies some maintenance tasks.
Key Factors to Consider for Your Fleet
When you’re building a rental fleet, every decision needs to balance performance with practicality. Your customers need equipment that works reliably, and you need pumps that won’t break the bank on maintenance.
CFM rating is where the rubber meets the road. This number – ranging from 30 to over 500 cubic feet per minute – tells you how fast your pump can move air, which directly translates to how quickly waste gets extracted. Higher CFM means faster job completion, which means happier customers who can fit more jobs into their day.
But here’s the catch: your CFM rating needs to match your tank size. A small pump on a big tank is like trying to empty a swimming pool with a straw. An oversized pump on a small tank is just expensive overkill. Finding that sweet spot is key to septic truck vacuum pump efficiency.
Power integration might seem boring, but it’s crucial for smooth operation. Most pumps connect to the truck’s engine through a Power Take-Off (PTO) unit that feeds into hydraulic systems. When this integration is done right, power flows seamlessly and consistently. When it’s done wrong, you get frustrated customers and expensive service calls.
Durability and engineering quality separate the survivors from the casualties in this tough business. Waste management equipment faces corrosive materials, temperature extremes, and daily abuse. The difference between a pump that lasts years and one that fails after months often comes down to material choices and engineering details that aren’t obvious at first glance.
User-friendliness might not seem important until you’re training customers or troubleshooting problems. Pumps with intuitive controls, accessible maintenance points, and clear operation procedures reduce training time and minimize costly mistakes.
Essential Components of a Septic Truck Vacuum Pump System
Your septic truck vacuum pump is the star of the show, but it can’t perform without a supporting cast of essential components. Each piece plays a specific role in keeping operations safe, efficient, and profitable.
Primary shutoff systems are your first line of defense against disaster. These use float balls that rise with liquid levels in the tank. When waste reaches a predetermined level, the float seals off the vacuum line, preventing overflow and protecting your expensive pump from liquid damage. It’s like having a vigilant guard that never sleeps.
Secondary shutoff provides backup protection because redundancy saves money. If your primary system fails, the secondary shutoff kicks in to prevent tank contents from reaching the pump. Both systems need CFM ratings that match your pump to ensure proper protection.
Oil separators handle a messy reality of rotary vane pumps – they exhaust oil mist along with air. These components, also called oil catch mufflers, serve double duty by separating oil from exhaust air and reducing noise levels. Proper sizing is critical; too small and oil blows through, too large and efficiency suffers.

Relief valves prevent catastrophic failures by regulating pressure extremes. Vacuum relief valves protect tanks from collapse by allowing air in when vacuum gets too strong. Pressure relief valves prevent over-pressurization during offloading. These safety features might seem like small details, but they prevent big problems.
Maintenance and Safety for Your Septic Truck Vacuum Pump
Keeping your septic truck vacuum pump running smoothly isn’t just about preventing breakdowns – it’s about protecting your investment and keeping your customers happy. Regular maintenance is like insurance; it costs a little now to prevent big expenses later.
Regular lubrication keeps rotary vane pumps healthy. Oil reservoir levels need checking, and operators must use manufacturer-recommended oil types. Using wrong oil is like feeding your pump poison – it might work initially, but damage accumulates quickly. Following oil change schedules and filter replacement intervals prevents most pump failures.
Vane inspection catches problems before they become catastrophes. These sliding components wear gradually, reducing efficiency and eventually failing completely. Regular inspection lets you replace vanes during scheduled maintenance instead of during emergency breakdowns.
Filter maintenance ensures unrestricted airflow and prevents debris from damaging internal components. Blocked inlet filters strain pumps and reduce efficiency. Clogged oil separators can’t do their job properly. Simple cleaning and replacement tasks prevent complex problems.
Safety considerations protect both equipment and people. Personal Protective Equipment including eye protection, gloves, and aprons guards against splash-back and hazardous material exposure. Confined space entry requires strict procedures with standby personnel, breathing apparatus, and safety harnesses because sewer gases can be deadly.
Common troubleshooting issues include loss of vacuum from hose leaks or worn vanes, pumps that won’t start due to seized components or backpressure, and excessive noise from worn bearings or lubrication problems. Remember: always turn the vacuum pump on before opening tank valves to prevent sewage backflow – a lesson learned the hard way by many operators.
Maximizing Efficiency and ROI with the Right Pump
Here’s the truth about running a successful rental business: every piece of equipment you put on the road either makes you money or costs you money. There’s no middle ground. When it comes to septic truck vacuum pumps, this reality becomes crystal clear pretty quickly.
Your customers don’t just want equipment that works – they need it to work every single time. A broken-down pump truck sitting in a customer’s driveway isn’t just their problem; it’s your reputation on the line. That’s why investing in the right equipment isn’t just crucial for long-term success – it’s the foundation of everything else you do.
At Satellite Industries, we’ve seen how the right septic truck vacuum pump can transform a rental business. We’ve also seen what happens when corners are cut. The difference isn’t subtle.
How Pump Performance Impacts Your Bottom Line
Let’s talk about what really matters: your bottom line. Every aspect of pump performance ripples through your business in ways that might surprise you.
Job efficiency is where the magic happens. When your customer shows up with a high-performance septic truck vacuum pump that has the right CFM rating, they’re not just pumping faster – they’re completing more jobs per day. More jobs mean they’re happier customers, which means they’ll keep coming back to rent from you. It’s a beautiful cycle when it works.
Faster service times create a competitive advantage that your customers will notice immediately. While their competitors are still pumping out the first tank, your customer is already heading to the next job. That efficiency translates directly into higher revenue potential for them and better utilization rates for your rental fleet.
But here’s where it gets really interesting: reduced downtime. Every hour a truck sits broken down is money walking out the door. Not just for your customer, but for you too. When you invest in pumps built with advanced engineering and quality components, those costly interruptions become rare events rather than regular headaches.
Lower repair costs over the pump’s lifetime make the math simple. Yes, quality equipment costs more upfront. But when you factor in fewer parts replacements, less labor for repairs, and longer intervals between major overhauls, the total cost of ownership tells a completely different story. Your accountant will love you for thinking long-term.
And let’s not forget about customer satisfaction. When your rental trucks perform flawlessly day after day, your customers start to see you as a partner, not just a vendor. They’ll recommend you to others. They’ll call you first when they need equipment. That kind of fleet reliability becomes your best marketing tool.
Finding the Best Value for Your Business
Shopping for a septic truck vacuum pump based on price alone is like buying a car based only on the monthly payment. You might save money today, but you’ll pay for it later in ways you didn’t expect.
Total cost of ownership is the number that really matters. This includes your initial purchase price, sure, but also operational costs like fuel and oil, ongoing maintenance, and those inevitable repair expenses over the pump’s lifespan. A pump that costs more upfront but delivers better efficiency and durability often saves you thousands in the long run.
Manufacturer support becomes crucial when things go wrong. And they will go wrong – that’s just reality. What matters is how quickly you can get your equipment back up and running. Strong customer support and readily available parts can mean the difference between a few hours of downtime and losing a week of rental income.
Parts availability might not seem important until you need a specific component and find it’s on backorder for three weeks. We make sure our partners never face that situation.
A solid warranty tells you everything you need to know about a manufacturer’s confidence in their product. It’s also protection for your investment and peace of mind for your business planning.

At Satellite Industries, our advanced engineering focuses on durability and user-friendliness because we understand what our partners need. We’re not just manufacturing equipment – we’re building the foundation for your success. Our vacuum technology solutions are designed to work as hard as you do, ensuring maximum uptime and profitability for your business.
When you’re ready to upgrade your fleet with septic truck vacuum pumps that deliver real results, we’re here to help. Because at the end of the day, your success is our success.
Latest from the Satellite Industries Blog
Need Help {Finding the Right Sanitation Solution?}
Satellite Industries is the largest manufacturer of portable restrooms, restroom trailers, restroom trucks, septic trucks, slide-ins, unit haulers, vacuum technology, modular solutions, consumables and deodorizers.
.webp)
.webp)