
Beyond the Broom: Finding Your Long-Lasting Commercial Vacuum Solution
The Power of High-Volume Suction in Commercial Operations
High volume vacuum systems are essential for commercial operations that require moving large amounts of material quickly and efficiently. These powerful machines differ from standard vacuums by prioritizing airflow (measured in CFM – Cubic Feet per Minute) over suction pressure alone.
Key High Volume Vacuum Applications:
- Hydro-excavation – Systems with over 5,000 CFM for safe underground utility work
- Dust control compliance – Industrial filtration with high efficiency at sub-micron levels
- Bulk media pickup – Moving powders, granules, and other lightweight materials
- Hazardous waste removal – Safe containment and transport of dangerous materials
Modern high volume vacuum systems range from compact units for precision work up to massive industrial systems. For example, powerful hydro-excavation equipment can combine 3,200 PSI water pressure with over 5,000 CFM of vacuum power for safe, non-destructive digging.
Whether you’re running a fleet of vacuum trucks for septic services, managing dust control on construction sites, or handling bulk materials, choosing the right high volume vacuum technology directly impacts your productivity, safety compliance, and bottom line.
I’m Michelle Amelse, Vice President of Marketing and Customer Success at Satellite Industries, with over 26 years of experience in industrial equipment and manufacturing. Throughout my career, I’ve helped countless operators select the right high volume vacuum solutions for their specific applications, from portable sanitation fleets to modular vacuum systems.

Selecting the Right High Volume Vacuum System
Finding the perfect high volume vacuum system isn’t about picking the biggest, loudest machine you can find. It’s about understanding your specific needs and matching them with the right technology. After 26 years in this industry, I’ve learned that the best vacuum system is the one that makes your operators’ jobs easier while keeping your costs predictable.
Let me walk you through the key considerations that will help you make the smartest choice for your operation.
Key Industrial and Commercial Applications
High volume vacuum technology has evolved far beyond simple cleanup tasks. Today’s systems handle complex industrial challenges that would be impossible or dangerous with traditional methods.
Hydro-excavation represents one of the most impressive applications. These systems combine high-pressure water (often over 3,000 PSI) with massive vacuum power (up to 5,800 CFM) to safely excavate around buried utilities. Unlike mechanical digging that might slice through a gas line, hydro-excavation gently removes soil while protecting critical infrastructure. The vacuum component can even handle remote digging up to 600 feet away, keeping operators safely out of hazardous areas.
When it comes to bulk media pickup, these systems shine. Whether you’re dealing with powder, granules, or other loose materials, specialized vacuum generators can move materials with incredible precision. Some systems deliver suction flow rates over 170 SCFM, making quick work of lightweight and porous materials that would clog traditional equipment.
Dust control compliance has become increasingly critical, especially with stricter silica regulations. Industrial vacuums tackle this challenge with high-capacity airflow (over 600 ACFM) and impressive filtration. With efficiency ratings of 99.8% at 0.5 microns (and 99.97% with optional HEPA filters), these systems protect your workers while keeping inspectors happy.
Hazardous waste removal demands the highest levels of containment and safety. Multi-stage filtration systems with HEPA capabilities ensure that dangerous particles never escape back into the work environment. The stakes are simply too high to rely on anything less than proven technology.
In our world of portable sanitation, high volume vacuum technology forms the backbone of efficient service operations. Our vacuum trucks depend on powerful, reliable systems to quickly collect and transport waste from portable restrooms and holding tanks. Speed matters when you’re servicing construction sites or events – your customers expect prompt, professional service every time.
More info about vacuum technology applications
Understanding Different Vacuum Pump Technologies
The heart of any high volume vacuum system is its pump technology. Think of it like choosing the right engine for a truck – each type has strengths that make it perfect for specific jobs.
Rotary vane pumps are the workhorses of industrial vacuum applications. These pumps use a spinning rotor with sliding vanes to create the vacuum chambers that move air, delivering solid, reliable performance day after day. Many models offer robust flow rates of 30 m³/h or more. Most rotary vane pumps use oil for sealing and cooling, which gives them excellent ultimate vacuum levels but requires regular oil changes.
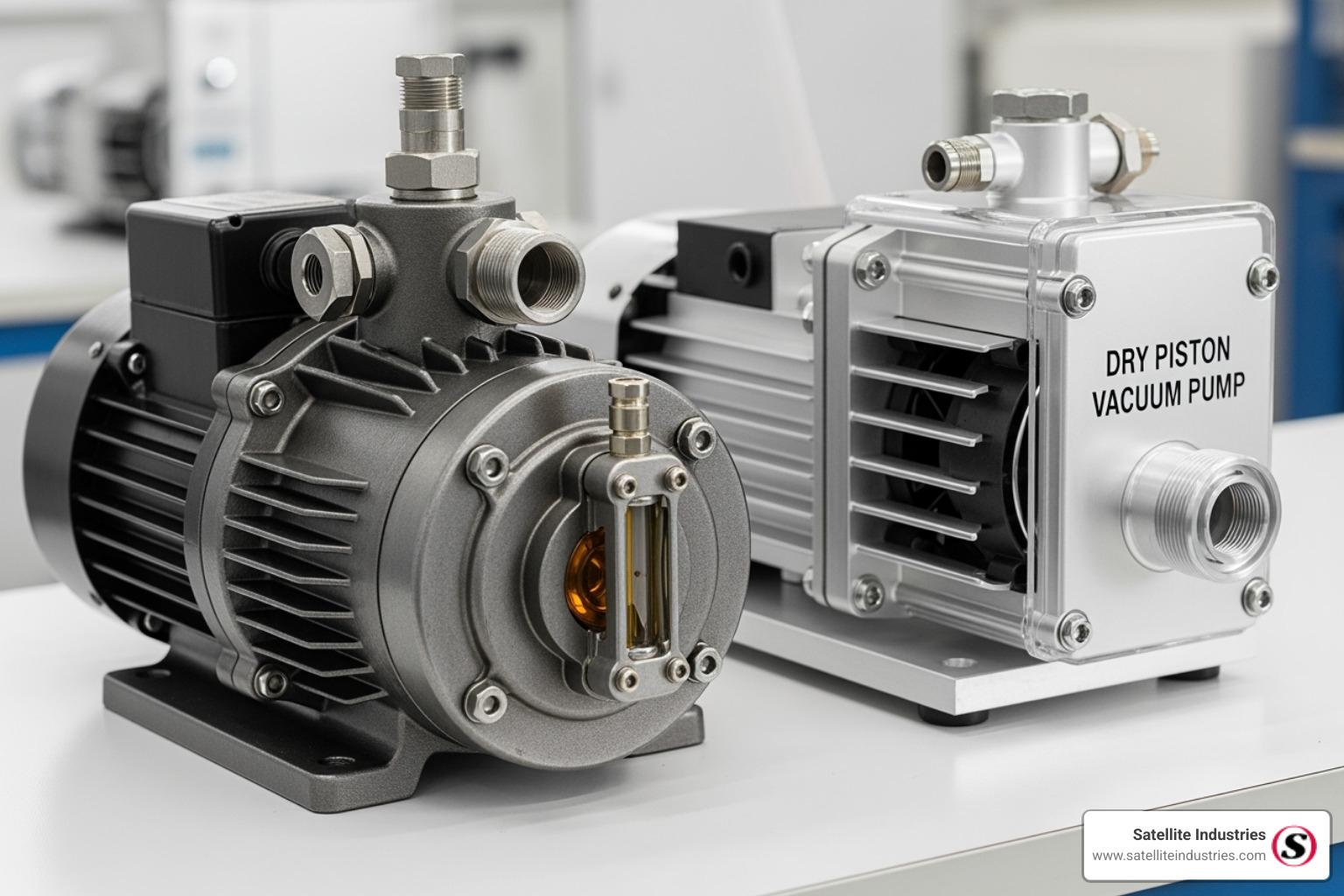
Dry piston pumps eliminate oil from the pumping chamber entirely, making them ideal when contamination is a concern. They can deliver over 300 L/min of oil-free performance for demanding jobs, while smaller units provide around 45 L/min for precision applications. These pumps work like tiny engines, using pistons to create vacuum without any risk of oil mist contamination.
Dry scroll pumps represent one of the quietest, cleanest options available. Two spiral scrolls—one fixed, one orbiting—trap and compress air with minimal noise and zero oil contamination. These pumps are available in a range of capacities, from compact units to powerful systems delivering over 40 CFM. They excel in sensitive environments where even trace contamination could cause problems.
Oil-free operation becomes critical in applications like food processing, medical equipment, or clean manufacturing. Noise levels matter too—nobody wants to work next to a screaming pump all day. Vibration factors can affect nearby equipment or create uncomfortable working conditions, so proper mounting and pump selection make a real difference in daily operations.
Pump TypePerformance CharacteristicsMaintenance ConsiderationsIdeal ApplicationsRotary VaneGood ultimate vacuum, robust flow ratesRegular oil changes, oil mist managementGeneral industrial, heavy-duty applicationsDry PistonOil-free operation, moderate flow ratesNo oil changes, periodic seal inspectionLaboratories, medical, clean manufacturingDry ScrollOil-free, quiet operation, clean vacuumMinimal maintenance, occasional tip seal replacementSensitive processes, clean rooms, analytical work
Crucial Performance Metrics for Your High Volume Vacuum
When evaluating high volume vacuum systems, certain numbers tell the whole story about what a machine can actually accomplish in real-world conditions.
CFM (Cubic Feet per Minute) is the king of vacuum metrics. This measures how much air the system moves, which directly translates to how fast it picks up material. That 5,800 CFM hydro-excavation blower I mentioned? That massive airflow is what lets it lift heavy debris and soil efficiently. Industrial dust collection systems can deliver over 600 ACFM, while specialized vacuum generators reach up to 170 SCFM for handling porous materials. When you need to move large volumes quickly, CFM is everything.
Ultimate vacuum (measured in Torr or inHG) tells you how strong the suction can get. While most industrial work doesn’t require a laboratory-level vacuum, good ultimate vacuum ensures strong lifting power. High-performance systems can achieve deep vacuum levels (down to 29.9 inHG), providing excellent suction for demanding applications. This combination of high CFM and solid ultimate vacuum creates the perfect balance for high volume vacuum work.
Power source requirements vary dramatically based on application. Large industrial systems often need a serious electrical supply, such as 15 HP, 230/460 volt, 3-phase power. Smaller commercial units may run on standard 110V connections for easier installation. Our mobile vacuum trucks use powerful diesel or gasoline engines to drive their vacuum systems, providing reliable performance anywhere your work takes you.
Portability can make or break certain applications. Many industrial dust collectors are designed to be portable to move between job sites. Hydro-excavation and vacuum truck services depend entirely on mobile, robust systems that perform reliably in challenging field conditions.
Essential Features for Efficiency and Safety
The difference between a good high volume vacuum system and a great one often comes down to the smart features that make daily operation smoother and safer.

Cyclone separators act as the first line of defense for your filtration system, using centrifugal force to remove heavy particles before they reach expensive filters. A large cyclone separator can dramatically extend filter life and maintain consistent suction power. This pre-separation is especially valuable when handling bulk materials that would otherwise clog fine filters.
Automatic pulse jet cleaning keeps your system running at peak performance without constant attention. This feature sends periodic bursts of compressed air backward through filters, dislodging accumulated debris. This technology ensures filters stay clean and airflow remains strong during extended operations. It’s like having a maintenance technician built right into the machine.
HEPA filters become essential when worker safety is on the line. These filters capture 99.97% of particles at 0.3 microns, protecting operators from dangerous dust and contaminants. Systems handling silica dust, hazardous waste, or other sensitive materials absolutely require this level of filtration. Optional HEPA upgrades provide this critical protection when standard filtration isn’t enough.
Programmable controls eliminate guesswork and ensure consistent results. In many automated systems, operators can program specific cycles or operational parameters. This consistency improves quality and performance while reducing training time for new operators.
Remote operation capabilities improve both safety and efficiency in challenging environments. Hydro-excavation equipment can be controlled remotely for single-person operation, with some systems allowing remote digging up to 600 feet away. This keeps operators out of dangerous confined spaces while maintaining full control over the excavation process.
These features work together to create high volume vacuum systems that aren’t just powerful – they’re intelligent, safe, and designed to make your operators’ jobs easier while protecting your investment.
Maximizing ROI: Maintenance, Longevity, and Total Cost of Ownership
When you’re investing in a high volume vacuum system for your rental fleet or distribution business, you’re making a decision that goes far beyond the initial purchase price. It’s about building a foundation for years of reliable service that keeps your customers happy and your business profitable. The real question isn’t just “what will this cost me?” but “what value will this deliver over time?”
Maintenance and Longevity for Your High Volume Vacuum
Think of your high volume vacuum system like a reliable workhorse—treat it well, and it’ll serve you faithfully for years. Neglect it, and you’ll find yourself dealing with frustrated customers and unexpected repair bills at the worst possible moments.

Regular inspections are your first line of defense against costly breakdowns. We recommend a simple weekly routine where your team visually checks hoses, connections, filters, and the pump housing. Look for signs of wear, leaks, or unusual vibrations. It takes just a few minutes, but catching small issues early can save you thousands in emergency repairs and lost rental revenue.
Filter maintenance is absolutely critical for maintaining peak performance. Automatic pulse jet cleaning systems help tremendously, but they’re not magic. Your filters still need regular attention. A clogged filter doesn’t just reduce suction power—it forces your pump to work harder, consuming more energy and wearing out faster. It’s like trying to breathe through a pillow!
For oil-lubricated pumps like rotary vane models, fluid management is crucial. Regular oil changes aren’t just recommended—they’re essential. Some systems even include helpful features like oil change reminders, showing how seriously manufacturers take this aspect of maintenance. Using quality vacuum fluids ensures proper lubrication, cooling, and sealing, directly impacting how long your equipment will last.
Here’s where smart business planning really pays off: service programs and pump exchange benefits. Many providers offer comprehensive maintenance programs or pump exchange options that can be game-changers for your operation. These programs provide access to refurbished units or quick replacements, meaning you’re never left scrambling when equipment goes down. For businesses that depend on consistent service delivery, this kind of backup can make the difference between a minor hiccup and a major customer service crisis.
The Total Cost of Ownership equation becomes much more favorable when you factor in extended equipment life, reduced emergency repairs, and consistent performance that keeps your customers coming back.
Choosing a Partner for Durability and Performance
Selecting the right high volume vacuum technology isn’t just about comparing spec sheets—it’s about choosing a partner who understands the real-world demands of your business. When your customers are counting on you, you need equipment that won’t let you down.
Energy consumption plays a huge role in your long-term costs. A powerful high volume vacuum pump can draw significant electricity, and those costs add up quickly when you’re running multiple units across your fleet. Forward-thinking manufacturers focus on energy-saving technology, recognizing that efficiency directly impacts your bottom line over the years of operation.
Maintenance costs need to be predictable and reasonable. The best systems are designed with serviceability in mind—easily accessible components, clear maintenance procedures, and readily available parts. Smart design choices that simplify routine tasks demonstrate a manufacturer’s commitment to making your life easier when maintenance time comes around.
But perhaps most importantly, consider the impact of downtime on your business. Every hour your high volume vacuum system is out of commission translates directly to lost revenue and potentially disappointed customers. This is where advanced engineering and a focus on durability become invaluable investments rather than just nice-to-have features.
At Satellite Industries, we’ve built our reputation on understanding exactly these challenges. Our advanced engineering for durability and user-friendliness isn’t just marketing speak—it’s the foundation of everything we design. We know that when you’re distributing or renting equipment to your customers, reliability isn’t optional. Your reputation depends on our equipment performing day after day, in all kinds of conditions.
We design our vacuum technology solutions to be intuitive for your teams to operate and maintain. From straightforward controls to robust construction that stands up to heavy use, every detail is considered to maximize your uptime and minimize complications. When you choose Satellite Industries, you’re getting a high volume vacuum system that’s engineered to be a long-term asset to your business.
Our global presence, with locations across Africa, the Americas, Australia, New Zealand, East Asia, South Asia, Europe, and the Middle East, means we’re there to support your operations wherever your business takes you.
Latest from the Satellite Industries Blog
Need Help {Finding the Right Sanitation Solution?}
Satellite Industries is the largest manufacturer of portable restrooms, restroom trailers, restroom trucks, septic trucks, slide-ins, unit haulers, vacuum technology, modular solutions, consumables and deodorizers.
.webp)
.webp)